主要メンバー
-
 営業
営業
(セールス&
マーケティング)
K・M -
 機械設計
機械設計
(プラントエンジニア)
D・T -
 アシスタント
アシスタント
プロジェクト
マネージャー
A・Y -
 品質管理
品質管理
A・I -
 機械設計
機械設計
(プラントエンジニア)
O・H -
 制御設計
制御設計
(プラントエンジニア)
T・N -
 サイト
サイト
マネージャー
T・N

場所
インド
受注
2011年3月
稼働
2014年3月(CGL)、4月(CAL)
納入製品:プロセスライン一式プロセスラインとは?
連続焼鈍設備(CAL)
<Continuous Annealing Line>
90万t/年

連続溶融亜鉛メッキライン(CGL)
<Continuous Galvanizing Line>
40万t/年

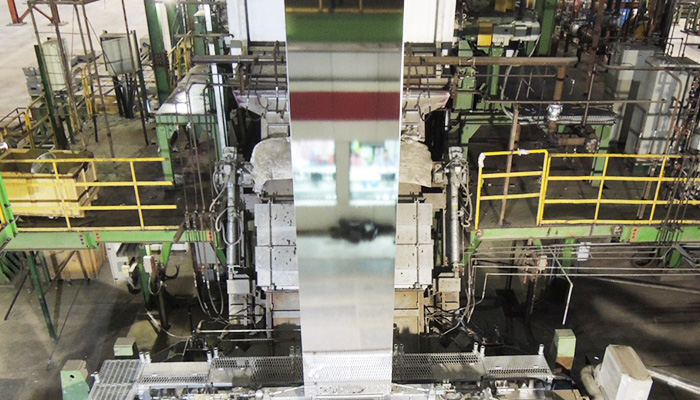
本プロジェクトは2011年3月、インドにおいて自動車用鋼板の品質を高める連続焼鈍設備(CAL)と連続溶融亜鉛メッキライン(CGL)設備の納入を請け負ったものです。当時、インド国内では自動車需要が急速に高まっており、鋼板の高品質かつ安定した生産が求められていました。
当時のインドでのプロジェクト遂行は困難を極めましたが、当社社員約16名、現地SV約40名(日本人・インド人)、そして現地のスタッフの粘り強い努力により、プロジェクトを開始して3年後の2014年3月6日にCGL、4月23日にCALのホットラン(試運転)を完了しました。その後も当社はCALの2号機、CGLの増設設備を納入し、近年では機器移設改造工事も受注するなど、お客さまとの信頼関係はより強固なものになっています。
納品した設備の総重量はボーイング787のおおよそ80機分となる約16,000tです。また、本設備のラインの長さは約360m、高さは約20m(CGLの一部は約55m)を誇り、現在でも「インドの製鉄所にある設備の中で一番美しい」と言われています。さらに当社ではCALは39基、CGLは51基という納入実績があり、十分な技術の蓄積があることから、本設備は当社としてはスタンダードなプロセスラインでありながら、より高い性能を発揮できるように製作されました。そのため現在でもスペック以上の生産力を誇り、インド国内有数の製鉄所として稼働を続けています。

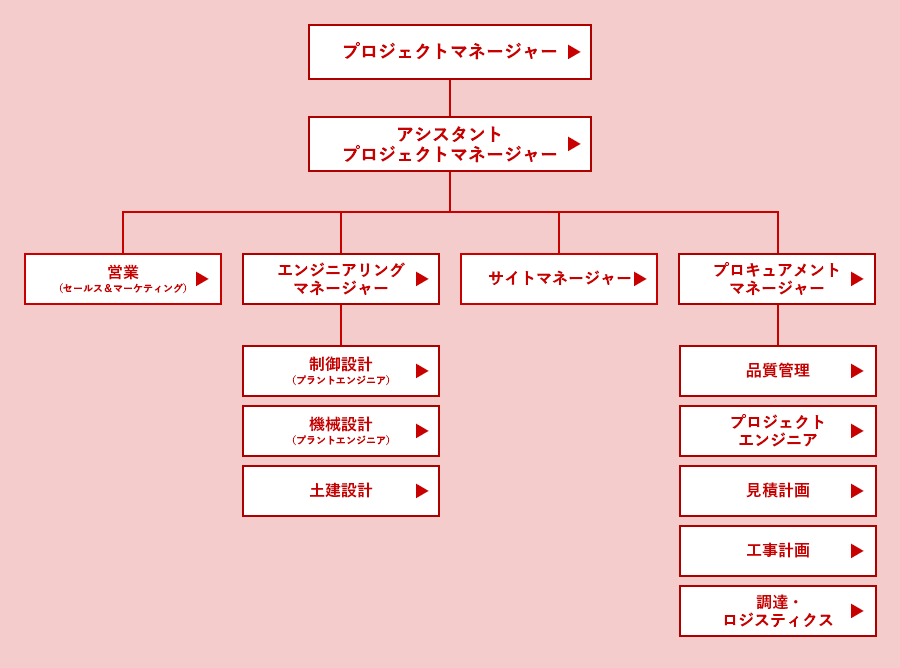
プロジェクトの流れと組織図(当時)
クライアント
当社にとってのお客さま。
ニーズをしっかり
把握し的確に
対応することで信頼関係を構築する。
商社
2010.Feb. 受注活動


海外勢との厳しい闘い。
勝利の鍵は海外調達による
コストダウン。
入社4年目の私は、この案件に先輩社員とのタッグで臨みました。今後さらなる発展が見込めるインドでの大規模な受注獲得は、当社の悲願でもありました。当時の社長を巻き込んだ人脈づくりから始まり、海外勢3社との激しい競争になりました。
当社は技術面において高評価を受けていましたが、問題は価格面でした。そこで、海外調達を大々的に推進し、徹底したコストダウンを図ったのです。そして5回の入札を経て、初回プレゼンから1年後、当社にとってインドでのプロセスラインとしては初となる正式受注に至りました。
受注確定時に、現地で祝杯をあげた際に飲んだビールの味は忘れられません。先輩をサポートしながら何度もお客さまを訪問し、がむしゃらに受注獲得に向けて動いた1年間でしたが、会社にとって意義深いプロジェクトに関われたことは、私にとって良い経験となりました。
営業
(セールス&
マーケティング)
K・M
当時入社4年目
(中途入社)
2011.Mar.
受注・基本設計・詳細設計


自ら設計した製品が、
カタチになっていく喜び。
私は入社3年目に本プロジェクトの焼鈍炉全体の設計を手掛け、設計後は、現地で据付と試運転のSV(スーパーバイザー)業務を担当しました。
現地では、建屋の土台をつくる基礎工事の段階からトラブルの連続でした。また、ビジネスに関するインド特有の文化事情も絡み、プロジェクトに大幅な遅延が生じてしまいました。そのため、通常は段階的に進めていく基礎工事、据付工事、単体試運転を、全て同時進行させるという難易度の高いプロセスを経る必要がありました。
こうした厳しい状況下でしたが、徐々に「何としてもこのプロジェクトを立ち上げるんだ」という思いが当社とお客さまの双方で高まり、一体感も生まれていきました。
さまざまな困難を乗り越えた結果、自ら設計した製品が、目の前でカタチになっていく様子はやはり圧巻です。無事に設備が稼働を始めた際には、喜びとともに大きな達成感が得られたのを覚えています。
機械設計
(プラントエンジニア)
D・T
当時入社3年目
(中途入社)
2011.Mar.調達


文化や考え方の
違いを乗り越える。
その経験が、成長の糧に。
アシスタントプロジェクトマネージャーとしてまず与えられた任務は、中国メーカーに発注した16,000tを超える製作品の工程および品質の管理でした。そこで私は上海周辺に散在する数多くのメーカーを訪問するため、多くの日本人SV、中国人スタッフと協力しながら奔走しました。
日本人と考え方の違う中国メーカーに、日本流の品質と工程を守ってもらうのは大変苦労しました。1年半の間、ほぼ中国に駐在して奮闘した結果、無事に全数出荷できた時は本当に安堵しました。そして現地でプラントの立ち上がりを目の当たりにした時はまさに感無量でした。
日本とは文化の違う中国で製作を行い、さらに異文化であるインドに納める。世界を股に掛けるこの仕事を経験できたことは、私にとって大きな財産になっています。
アシスタント
プロジェクト
マネージャー
A・Y
当時入社28年目
(出資会社入社)
2011.Sep.製作・検査・輸送


スキルアップを実感できる、
この仕事の面白さ。
私は本製品の後に納入したCALの2号機の構成機器の一部を担当し、製作管理および検査の目的で、製作メーカーの拠点である上海に滞在しました。
この時期は政治問題もあり、現地の方とコミュニケーションを取ることに苦労し、製作・管理業務をスムーズに進行できませんでした。しかし、時が経ち交流を深めていくことで、予定より遅れながらも無事に出荷することができました。この案件での経験は、その後の業務や異国文化と接する際に大きく活かされています。
当社の仕事は、苦労が多い分、やり遂げた時の達成感も大きいです。そして品質管理は経験を積み重ねることでスキルアップを実感できる、やり甲斐の大きな仕事だと改めて思いました。
品質管理
A・I
当時入社4年目
※CAL2号機担当時
(中途入社)
2012.Aug.据付

信念を持って前に進めば、
最後には良い風が吹く。
これまで私は、日本と中国それぞれの規格を考慮した設計や製作の大変さを経験してきました。しかし本プロジェクトは、日本製の主要部品を中国に送り、それを中国製作品と組み合わせ、最終的にインド製作品に組み込み、据付を行うというプロセスを踏みます。つまり、日本と中国に加えて、インドの規格も考慮しなければならなかったのです。
当時はインドの鋼材規格の情報が少なく、部材そのものが入手可能であるのか不明確でした。こうした中、同国の事情をできる限り調べ、これまでの知見を総動員して何とか設計を進めていきました。最終的には想定の範囲内に収まり、ほっとしたことを覚えています。
培ってきた知見をもとに出来る限り調査を繰り返す。そしてうまくいくという信念を持てば、「最後には良い風が吹く!」ということを実感したプロジェクトでした。
機械設計
(プラントエンジニア)
O・H
当時入社33年目
(出資会社入社)
2014.Jan.試運転


社内外のメンバー全員が、
プロジェクト成功に
欠かせない仲間。
私は2011年3月からCGLの設計を担当し、2013年8月から試運転時の電気関係リーダーとして現地に赴きました。
見積もりから設計、調達、試運転調整まで一貫して携われることは、制御設計の醍醐味です。しかし、私にとって本プロジェクトは初めての海外案件で、学ぶべきことが多い中、試運転と工事を同時進行させることは容易ではありませんでした。
現地までは空港から車で約7時間、港からは数日という距離の問題に加え、現地特有の天候であるスコールや竜巻により工事が都度停止してしまうなど、環境面の違いから工程づくりにはとても苦労しました。さらに試運転の段階においては、燃料(高炉ガスとの混合ガス)の混合に問題があり、安全面でも問題が生じました。
さまざまな困難を乗り越えていく中で痛感したことは、コミュニケーションの重要性です。この案件を終えてから、私は社内外のメンバー全員がプロジェクトを成功させるのに欠かせない仲間なのだという意識を持って仕事するようになりました。
制御設計
(プラントエンジニア)
T・N
当時入社6年目
(中途入社)

2014.Mar(CGL)/
Apr(CAL).引き渡し


モチベーションはその国の成長に
関わっているという使命感
私はサイトマネージャーとして、据付から試運転まで約1年8ヶ月の間、現地に駐在しました。振り返ると苦労したことしか頭に浮かびません(笑)。覚悟はしていたものの、当時のインドの状況は想像以上に過酷なものでした。
一番驚いたことは、決して小さくはない海外からの製作品が、輸送中に盗難されて現場に届かないということ。無事に届いたものであっても、敷地内での盗難が多々発生しました。環境面も強烈でした。私たちはレジデンスエリアと呼ばれる居住地区に滞在していましたが、エリア外にはさまざまな野生動物がいるため、夜間の外出は禁止です。また危険な虫も多く、サソリがそこら中に潜んでいるため、靴を履く時には注意が必要でした。衛生面においても、水や食べ物にはかなり気を遣わなければなりません。
これだけでも十分大変なのですが、他にも言語の問題がありました。インドには22の公用語があり、国内全体では500以上の言語が使用されています。そのため通訳は日本語→英語→ヒンディー語→現地語という段階を踏むことになり、通訳者が2人必要になります。そうなるとニュアンスや思いが伝わらず、仕事が進まないという事態が発生してしまいます。
そこでコミュニケーションの改善を図るべく、私は現地スタッフ全員の誕生日を調べ、パーティー好きな彼らのために都度、誕生会を開催することにしました。共に食べ、飲み、話し、笑い、徹底的に同じ時間を過ごすようにすると「この人の言うことならやってみよう」と、話を聞いてもらえるようになり、少しずつ仕事が回り始めたのです。
このような状況下において、私たちのモチベーションとなったのは、急速な発展を遂げるこの国の根幹となる産業に関わっているという使命感と、その成長の瞬間に自分たちが立ち会うことができる喜びでした。かつての日本が懸命に世界に追い付こうと頑張り続けた時のような機運がこの国に高まる中、今の日本にはない勢いや熱量を感じました。
試運転が終了した後、お客さまを含め約200人を招待し、盛大なパーティーを開催しました。そこで現地スタッフのチーム長に「ミスターN、あなたとの仕事は楽しかった。後は私たちが頑張るだけだ」と言われたことが、強く印象に残っています。
何よりうれしいことは当初の想定スペック以上の生産が安定して出来ていることです。その後、当社が増設した設備とともに、これからもインドの自動車生産を支えてくれると信じています。

サイトマネージャー
T・N
当時入社5年目
(中途入社)

詳しく製品を知る
-
 プロセスラインとは?
プロセスラインとは? -
CGL
-
CAL